- Approfondimenti
Che cos’è lo stampaggio ad iniezione
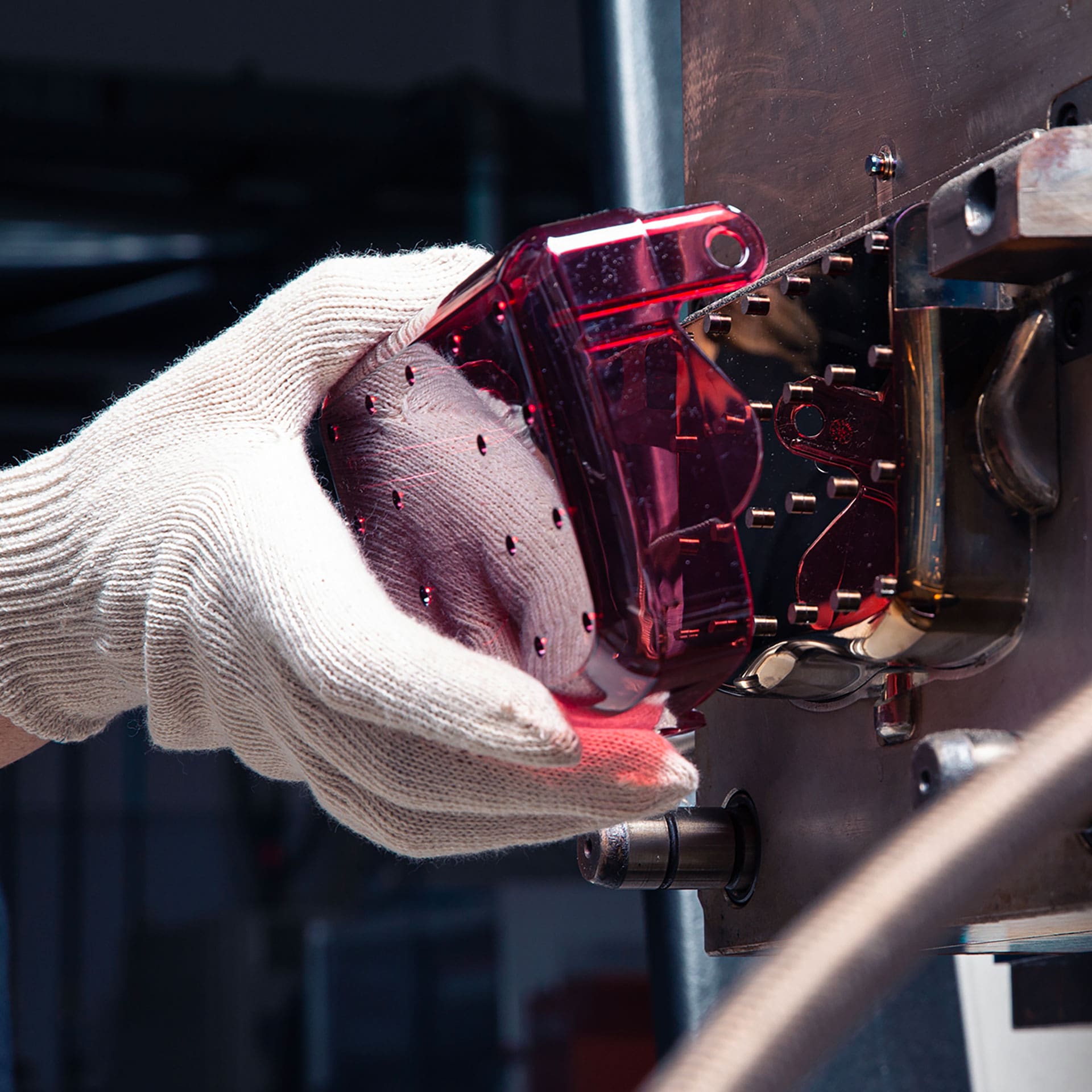
Lo stampaggio ad iniezione è un processo di produzione industriale con il quale si realizzano manufatti in materiale termoplastico. Attraverso un processo di riscaldamento il materiale viene fuso (plastificato) ed iniettato ad elevata pressione all’interno di uno stampo chiuso che viene aperto dopo la solidificazione del materiale, il manufatto realizzato assume la forma presente all’interno dello stampo.
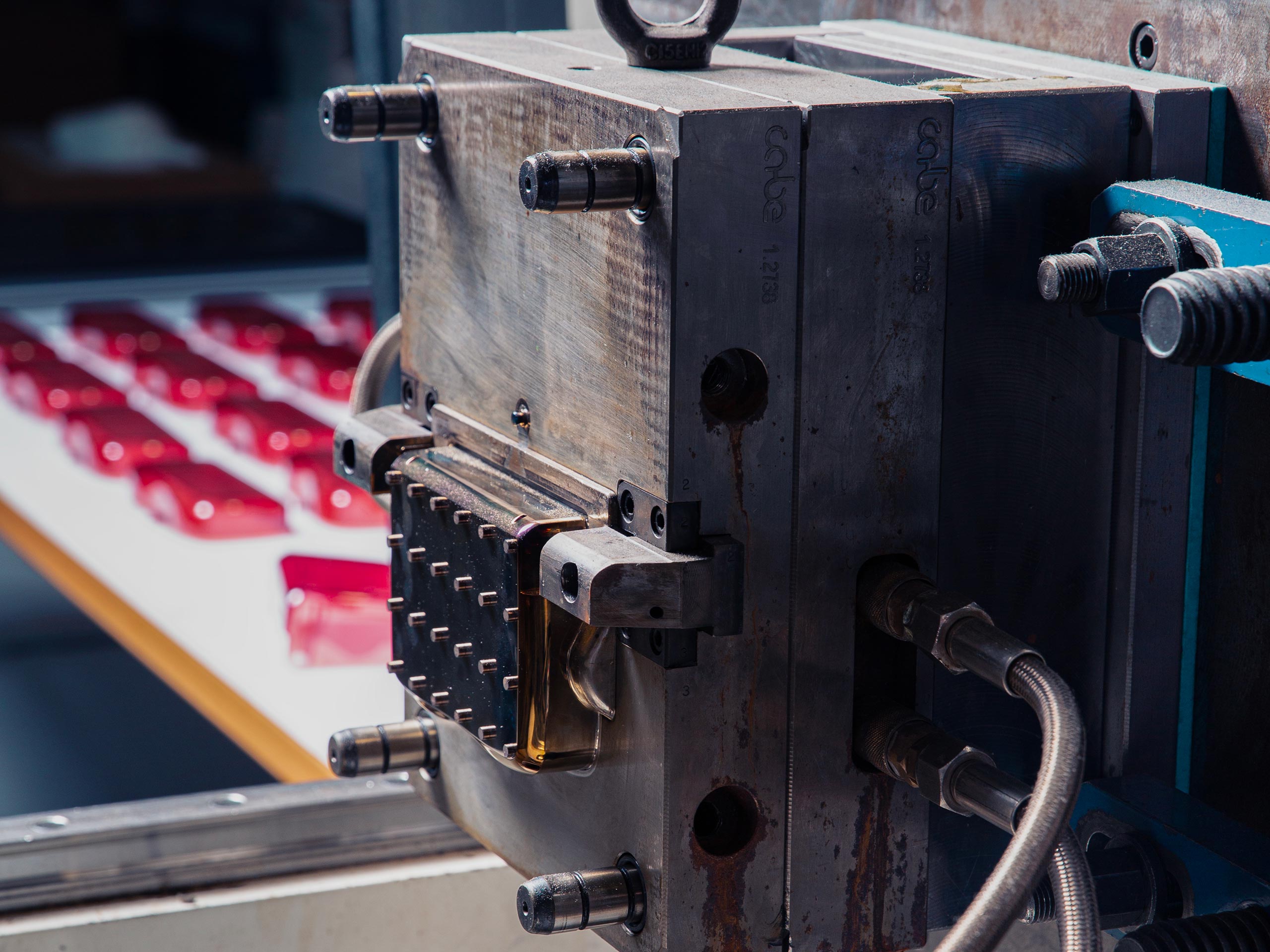
Lo stampo
Per realizzare un manufatto in plastica con la tecnica dello stampaggio ad iniezione come primo passo è necessario realizzare uno stampo.
Prima di procedere alla realizzazione dello stampo è importante valutare diversi aspetti:
- Produttività (definizione del numero di impronte)
- Materiale termoplastico utilizzato (ad esempio PP, PE, ABS, PC, PPSU, PEEK ecc)
- Geometria del pezzo (spessore, dimensione, ecc.)
- Metodo di estrazione del manufatto dallo stampo
- Tipo di iniezione
Lo stampo è formato da due parti una parte denominata matrice (femmina) e un punzone (maschio) al momento dell’apertura della pressa le due parti dello stampo si separeranno rimanendo una sul piano fisso e l’altra sul piano mobile della pressa consentendo così l’uscita del manufatto dallo stampo.
La pressa ad iniezione
Una volta realizzato lo stampo esso va montato sulla pressa a iniezione per realizzare il processo di stampaggio. La pressa è costituita fondamentalmente da due parti:
01. Gruppo iniezione: ha il compito di riscaldare la materia prima che si presenta sotto forma di granuli fino a fonderla (plastificazione) e spingerla all’interno dello stampo.
Le sue componenti principali sono:
- La tramoggia
- Il cilindro
- La vite
- L’ugello
02. Gruppo di chiusura: ha il compito di mantenere lo stampo chiuso e di contrastare la pressione generata dal gruppo di iniezione e di permettere successivamente l’estrazione del manufatto dallo stampo.
Il gruppo di chiusura è composto da:
- Piano fisso
- Piano mobile
- Sistema di chiusura/apertura
- Sistema di estrazione

Processo di stampaggio ad iniezione
Attraverso la tramoggia il granulo entra nel cilindro, la vite arretrando porta il granulo a fondersi e a posizionarsi nella parte anteriore del cilindro nella quantità prevista dalla dosatura impostata sulla pressa.
Dalla zona iniziale alla zona finale all’interno del cilindro i granuli vengono riscaldati e portati a fusione grazie a una serie di resistenze elettriche e all’attrito generato dalla vite.
A fase di caricamento terminata la pressa si trova nella posizione di chiusura stampo e può iniziare la fase di iniezione.
Sulla parte finale del cilindro è montato un ugello che, attraverso un foro del piano fisso della macchina porta il materiale, spinto dalla vite direttamente nello stampo.
La fase di iniezione si suddivide in una prima parte di riempimento rapido, fino al raggiungimento di circa il 98% del peso del particolare e in una seconda di completamento per raggiungere il 100% del peso durante la quale il materiale viene compattato e mantenuto in pressione fino alla solidificazione del pezzo.
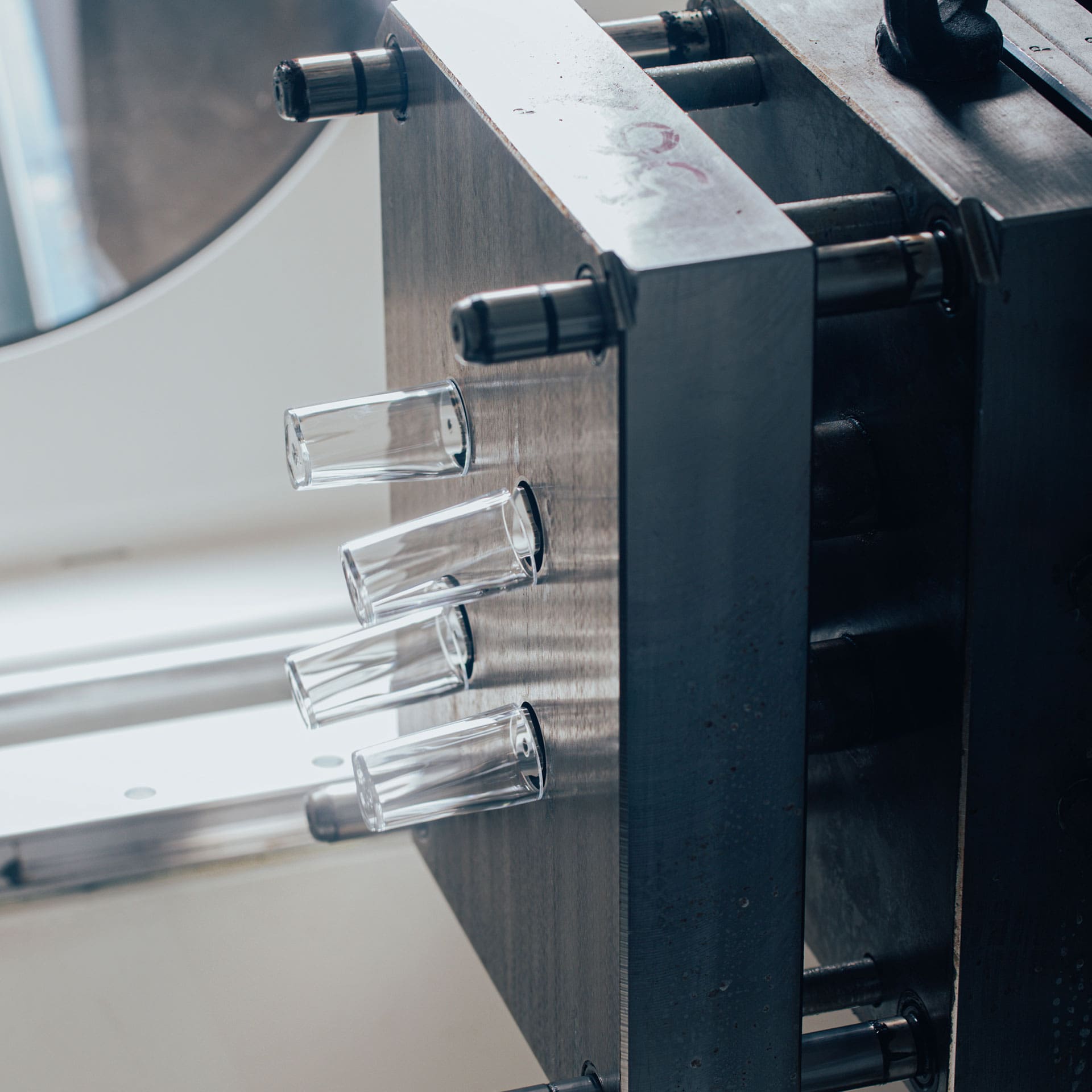
Avvenuto il processo di solidificazione e di eventuale ulteriore raffreddamento il piano mobile della pressa arretra e lo stampo si apre, la caduta del manufatto dello stampo avviene grazie al movimento del sistema di estrazione.

Diletta Cuniberti
Cresciuta professionalmente all’interno dell’azienda dal 1997 è amministratore unico di IPPI. Oltre alla parte gestionale coordina il reparto di produzione e segue la ricerca e sviluppo dei nuovi prodotti.
- Approfondimenti
IPPI e l’etichettatura ambientale
Dal primo gennaio 2023 entra in vigore il decreto legislativo 3 Settembre 2020 n. 116 che introduce l'obbligo di etichettatura ambientale per tutti gli imballaggi immessi al consumo in Italia.